“鎖死”這對CP,盛行飯圈,“鎖死”也成了網絡流行語。
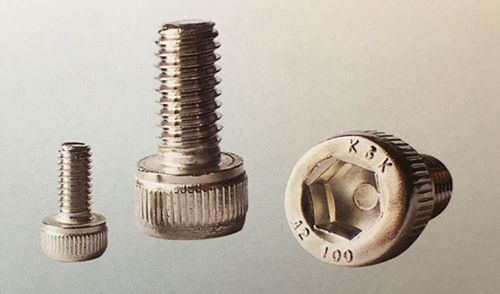
這種情況就是緊固件“鎖死”了,也叫“咬死”,通常出現在不銹鋼、鋁合金、鈦合金等材料緊固件上。其中,法蘭連接件(如泵閥、印染設備)、鐵路、幕墻一級高空鎖緊作業場合和電動工具上鎖場合,是不銹鋼緊固件鎖死高發場合。

文中提到的緊固件鎖死問題解決方法也是針對不銹鋼緊固件而言的。
這個問題可以說一直在困擾著不銹鋼緊固件行業,為了解決這個問題,緊固人們也是想盡了辦法,從源頭抓起,結合不銹鋼緊固件的特性,總結了一系列的預防方案。
想要解決“鎖死”問題,就要先了解原因,對癥下藥更有效。
不銹鋼緊固件的鎖死原因需要從材料和操作兩個方面來分析。
因為不銹鋼材料其防腐性能比較好,但是質地軟,強度低,導熱率差,這樣一來在擰緊的過程中,牙紋間產生的壓力和熱量就會破壞其表面的氧化鉻層,讓牙紋之間發生阻塞/剪切,從而粘黏,導致鎖死。如果材質中含銅量越高,質地越軟,鎖死概率越高。

(1)施力角度不合理。鎖緊過程中,螺栓和螺母配合發生傾斜;
(2)牙紋不干凈,有雜質或異物。有焊點及其他金屬加在牙紋間時,更容易導致鎖死;
(3)用力不當。施加的鎖緊力過大,超出了牙紋承受范圍;
(4)操作工具不合適,上鎖速度太快。如用電動扳手時,上鎖速度雖然快但會讓溫度急速上升,進而導致鎖死;

不銹鋼緊固件鎖死的原因如上所述。接下來,再說說如何針對性地解決“鎖死”難題。
(1)確認產品的機械性能可否滿足客戶需求,如螺栓的抗拉強度、螺母的安全負荷等;
(2)在滿足應用環境耐腐蝕特性需求的前提下,可以使用不同材料等級的螺栓和螺母,比如304螺栓搭配316螺母;
(3)同一爐號材料制成的螺母和螺栓盡量不要配套使用;
(4)螺絲的長度要適當,一般以擰緊后露出螺母1-2個牙距為準;

(1) 正確的施力方向角度,擰緊的時候注意施力方向要與螺桿軸線重合,不要傾斜;
(2)保持螺紋清潔,不要隨便放置,建議放在干凈的容器里;
(3)用力均勻適當,擰螺絲時用力不要超過安全扭力,且用力要均勻,盡量用扭力扳手或者套筒配合使用;
(5)高溫狀態下使用必須冷卻,且不要快速旋轉,避免溫度飛升導致鎖死;

(8)法蘭盤等大面積多螺絲緊固的場合,可按照對角順序緩慢依序擰到恰當緊度。
備注:如果產品選擇和操作正確,鎖死問題仍未解決,那么可以在預鎖法蘭盤裝置時,先用碳鋼螺母預鎖,等到正式上鎖時再用不銹鋼螺母,以便找到耐腐蝕與不鎖死這件的平衡。

關于不銹鋼緊固件鎖死問題,就說到這了,大家如果有其他方法,可以留言告訴我們。


 阿里巴巴
阿里巴巴 淘寶
淘寶 返回
返回